Innovative dairy separator solutions for dairy processing
Alfa Laval was born out of the invention of the modern milk separator, and we have never stopped reinventing this technology. Today we offer a complete portfolio of solutions, covering the full scope of dairy separation applications. Built with unique innovations, our separators are engineered to help dairies achieve reliable uptime and improved yield, while maintaining the highest hygienic standards. At the same time, reductions in energy consumption help you shrink both your costs and your environmental footprint. Ultimately, it’s about matching dairies with exactly the right tool to boost profitability. That’s why we say that every Alfa Laval separator is born to create the difference for our customers.


Find the optimal solution for your dairy
Our portfolio has expanded to cover solutions for an ever-growing range of new and more complex applications within modern dairy processing. Browse from the different product series below to find the ideal solution for your needs.
H series
C series
D series
W and WD series
BB and BM series
A series
Q517 separator
A separator model specially designed for dairies working in quark (quarg) production, and other types of culture and starter culture processing.
Compacta series, premium separators for small-scale dairy processing
When you run a small-scale dairy, the performance of your equipment is crucial for profitability. Self-cleaning and easy to operate, our compact plug-and play separators add efficiency, simplicity, and reliability – increasing the value of small-scale dairy processing.

Features that make the difference
What sets Alfa Laval separators apart is what’s on the inside: a broad scope of unique and patented technologies that, taken together, help dairy customers achieve improved product quality along with superior hygienic confidence. They also make it possible to drastically decrease both water and energy consumption, reducing both operational costs and environmental footprint.
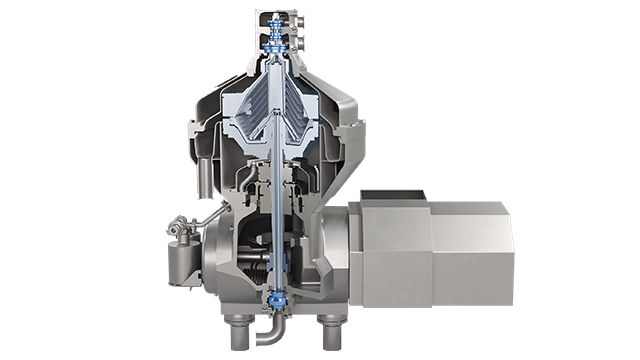
Hermetic Design™
Gentle acceleration, powerful efficiency
A unique air-tight bowl that enables improved product quality and drastically reduces power consumption.
Bactofuge®
Outstanding solids capacity
Continuous solid discharge ensures an intact and highly concentrated stream for onward processing or as a valuable by-product. This makes it possible to increase separation capacity.
eDrive™
Mechanical simplicity for higher efficiency and lower costs
A direct-drive system with fewer rotating parts that minimizes both maintenance and energy costs.
UniDisc™
New levels of capacity and hygiene
A radical new disc design that decreases cleaning needs while increasing flow rate by up to 30%.
eMotion™
Double the output per kWh
An innovation to minimize friction, which cuts the separator´s energy consumption and CO2 footprint by up to 75% when combined with Hermetic Design™.
Contact us to find our dairy partners
Alfa Laval separation equipment plays a critical role in all types of dairies, in all parts of the world. To best serve this market, we work with Tetra Pak as our Global Alliance partner and other selected process integrators in selected regions. Please contact us to connect to an Alfa Laval partner in your region.
The difference of total lifecycle support
Alfa Laval dairy separators are available through our network of certified partners, located all around the world. In addition to helping you get the optimal technology for your specific operation, they can also work closely with you to make sure your equipment provides long-term, reliable and efficient performance for years to come.
Contact us today to learn about the service options available in your region.
Proactive condition monitoring for maximum uptime
Available as part of an Alfa Laval Service Agreement, Alfa Laval ConditionAlert™ is proactive condition monitoring for confident uptime. This connected service measures vital data about the real-time condition of your equipment and alerts you if action is needed. In this way, you can be sure to keep your equipment in top condition at all times – avoiding the risk of costly unplanned maintenance needs.
The Separator Innovator
Would you like to know more about our innovations in separation technology? Click on the link below. Alfa Laval invented the first disc stack separator and has led the way in the development of centrifuge technology for over a century. We are glad to share with you the expertise we have gained along the way. Visit our Separator Innovator knowledge base to learn more about advancements in separation and the steps Alfa Laval is taking to continue revolutionizing the technology.